0товаров, на сумму
0 ₽
Крупное машиностроительное предприятие, производящие силовые элементы и комплектующие для скоростных электропоездов.
Свердловская область
Компания Прума.ру получила претензию от крупного машиностроительного предприятия, на плохое качество поставленной продукции. Клиент прислал фото с комментариями, что головка фрезы откалывается во время работы, с просьбой разобраться с качеством поставляемых борфрез .
Первым делом на складе компании были проверены остальные борфрезы из этой же партии, но отломить головку ни прикладыванием внешнего физического воздействия, ни во время агрессивной зачистки металлической болванки с отверстиями не получилось. Борфреза активно вгрызалась в металл, иногда застревала, но обламываться не хотела…
Что бы разобраться в проблеме, на предприятие выехал наш технический специалист.
Нам хотелось самим увидеть, в каких условиях работает фреза и из-за чего она обламывается. В отличии от агрессивных попыток резанья металла, какие мы сами прикладывали, в попытках сломать фрезу, сотрудник завода практически не прилагал усилия, слегка заглаживая поверхность металла вдоль сварного шва, лишь удаляя брызги от сварки с поверхности изделия.
Однако наш технический специалист обратил внимание, что изделие изготавливается не из обычной конструкционной стали, а судя по цвету, приваренные к балкам поперечины выполнены из высококачественного сорта стали. Сотрудники предприятия подтвердили, что поперечины на этом изделии из нержавейки, и привариваются эти поперечины специальными электродами для легированных сталей.
При проведении эксперимента давление на фрезу, при удалении брызг от сварки, было минимальным тем не менее, через 7 минут после начала работы головка фрезы обломилась. Для чистоты эксперименты в бормашинку были заправлены еще две борфрезы, в итоге, в течении 20 минут у нас на руках оказались все три борфрезы с отколотыми головками.
Получается, что борфрезы со стандартной насечкой хорошо работают по обычной конструкционной стали, но при обработке высокопрочных сортов стали, даже при небольшой нагрузке, через какое-то время фреза разрушается.
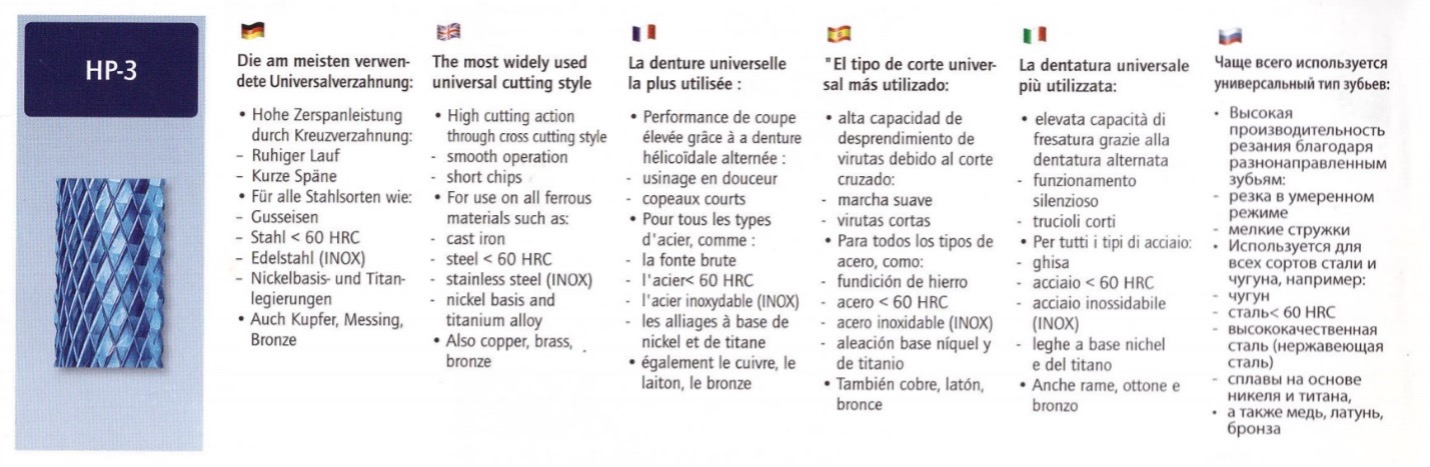
В открытых источниках можно найти информацию, какая форма насечки у борфрезы для обработки каких материалов предназначена. Самая распространенная в России ромбовидная или двойная насечка предназначена для обработки всех видов стали твердостью менее 60 HRC.
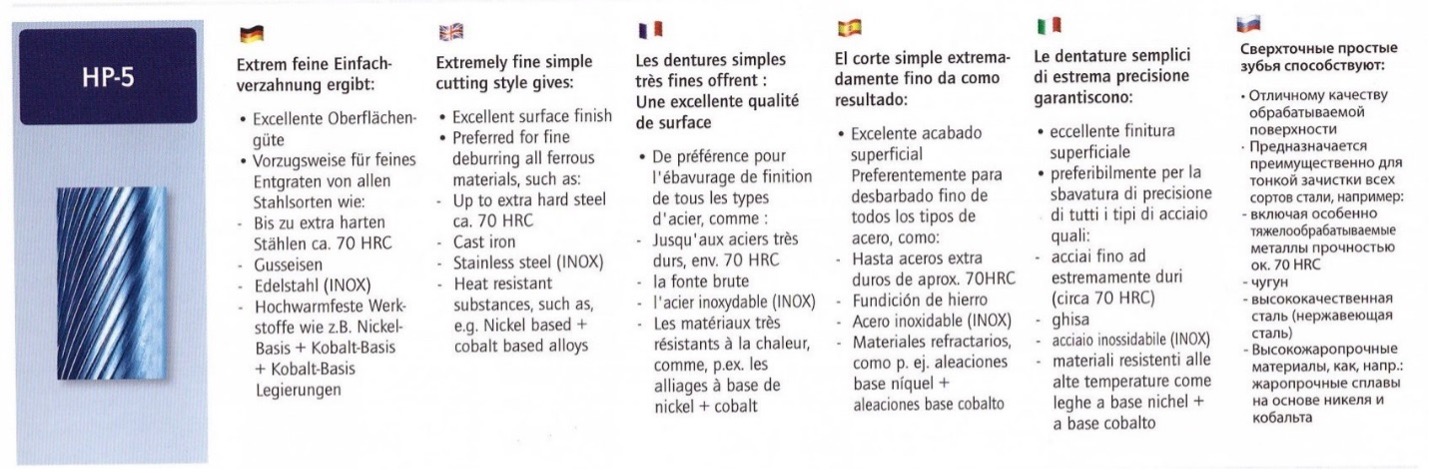
Но вот для обработки тяжелообрабатываемых металлов твердостью около 70 HRC, к которым относятся легированные и хромосодержащие нержавеющие стали, необходимо использовать борфрезы с одинарной, однонаправленной насечкой
Нашему производителю была направлена информация о зафиксированном случае поломки их борфрез, с описанием условий эксплуатации, а также отправлен запрос, о правильности наших предположений, и о возможности предоставления с очередной поставкой опытной партии борфрез с одинарной насечкой, для испытаний в условиях производства нашего клиента.
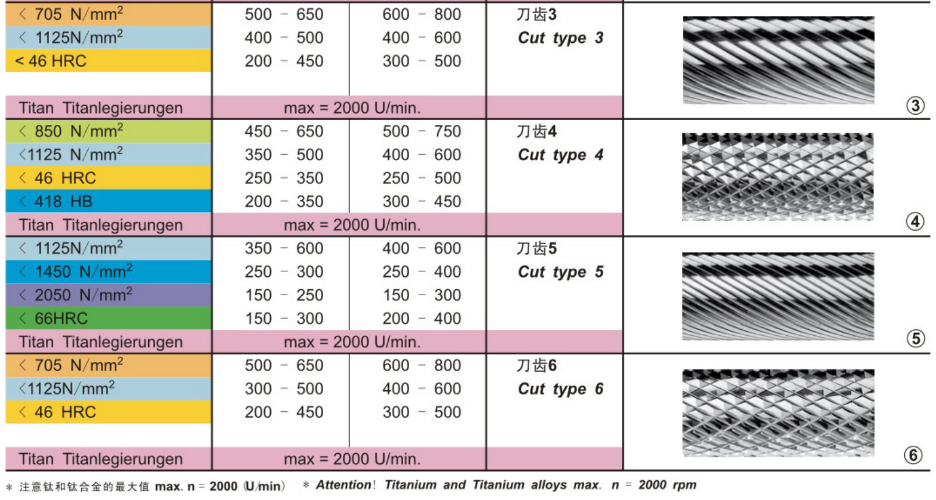
Производитель по ситуации с борфрезами H0618 6K25Z4 ответил, что при термообработке хромосодержащих нержавеющих сталей, в месте сварного шва, твердость материала слишком высокая, чтобы использовать борфрезы с двойной насечкой (Double Cut). Также основание припоя конкретно у размера и формы H0618 меньше, поэтому и его прочность не такая, как у F0616, C0616 и т.д.
Форма насечки Cut type 5 должна подходить под задачу клиента, но лучше сначала испытать образцы, которые клиент отправит нам со следующей поставкой.
После получения образцов от производителя, специалист снова выедет на предприятие, что бы проверить качество борфрез для нержавейки.







Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней
Поставляемый товар, цены, наличие и акции могут отличаться в других регионах.
Вы всегда можете поменять регион на сайте. Товары доставляются в любой город РФ.
